The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability.
Railway Investigation ReportTank Car Failure
Canadian National
Train No. M-310-21-24
Mile 10.0, Diamond Subdivision
Carrier, Quebec
24 November 1997Report Number R97D0253
Synopsis
On 24 November 1997, at 1505 eastern standard time, eastward Canadian National train No. M-310-21-24 experienced an unintended emergency brake application at Mile 10.0 of the Diamond Subdivision at Carrier, Quebec. Car UTLX 15076, a 111A tank car with a load of sulphuric acid, had split open. The entire content of the car was released into roadbed ditching. The spilled product was either removed or neutralized.
The Board determined that the tank car had been fabricated with a gap and missing butt weld in the reinforcing plate-to-washout casting securement point, in variance with approved design drawings, and that it fractured under normal service loading at a pre-existing crack. Recent hydrostatic testing had not identified the weakened condition and may have caused the pre-existing crack to enlarge.
Ce rapport est également disponible en français.
Table of Contents
-
1.1 The Incident
1.2 Train Information
1.3 Method of Train Control
1.4 Personnel Information
1.5 Particulars of the Track
1.6 Occurrence Site Information
1.6.1 General
1.6.2 Car UTLX 15076
1.7 Weather
1.8 Tank Car Information
1.9 Dangerous Goods
1.9.1 The Product
1.9.2 Containment
1.10 Recorded Information
1.11 Other Information
1.11.1 Car Construction Requirements
1.11.2 Periodic Inspection and Testing
1.11.3 History of Hydrostatic Test Requirement
1.11.4 Preliminary Examination of the Car
1.12 Tests and Research
1.12.1 TSB Engineering Branch Reports
-
2.1 Introduction
2.2 Tank Car Construction
2.3 Hydrostatic Tank Test
2.4 Visual Inspection
-
3.1 Findings
3.2 Cause
-
4.1 Action Taken
4.1.1 Transport Canada and the Railway Industry
4.1.2 Tank Car Testing Change
5.0 Appendix
-
Appendix A - Glossary
1.0 Factual Information
1.1 The Incident
At approximately 1505 eastern standard time (EST)(1), train No. M-310-21-24 (train 310) was stopped at Centralized Traffic Control System (CTC) signal 92 at the west end of the siding at Carrier, Quebec, Mile 10.0 of the Diamond Subdivision. After receiving a signal indication to proceed, the locomotive engineer began to pull eastward when an unintended application of the emergency brakes brought the movement to a stop.
After conducting the required emergency procedures, the crew determined that the 26th car, tank car UTLX 15076, a load of sulphuric acid, had split open and, in the process, had broken the train air brake line, releasing the brake line pressure which initiated an emergency brake application.
1.2 Train Information
The train was powered by locomotives CN 9661, CR 6657 and CN 9623, and was hauling 43 loaded cars and 42 empty cars. It was approximately 5,847 feet in length and weighed about 5,725 tons. Before departure from Joffre Yard, Mile 15.3, Canadian National (CN) equipment personnel inspected and performed the required brake tests on a cut of seven cars, lifted by the train, which included car UTLX 15076. No irregularities were noted.
1.3 Method of Train Control
The CTC governing rail traffic in this area is authorized by the Canadian Rail Operating Rules and supervised by a rail traffic controller located in Montreal, Quebec.
1.4 Personnel Information
The crew consisted of a locomotive engineer and a conductor, both located in the lead locomotive cab. They were both qualified for their respective positions and met fitness and rest standards.
1.5 Particulars of the Track
The subdivision is single main track extending 16.8 miles from Saint-Charles, Quebec, to Joffre, Quebec. The authorized speed limit for this subdivision is 50 mph for freight trains.
The incident occurred on tangent track, with a 0.2 per cent grade.
The rail consisted of 132-pound jointed rail, manufactured in 1977 and laid in 1978 on double-shouldered 14-inch tie plates. There are approximately 3,100 ties per mile with a defective ratio of 1 in 25, laid on 1 1/2 inches to 3 inches of crushed stone ballast.
The track had been inspected on 24 November 1997 by an assistant track supervisor. No irregularities were noted.
1.6 Occurrence Site Information
1.6.1 General
The occurrence site was located in an area of flat farm land. Ditches 1.3 m deep ran along both sides of the main track. The nearest dwellings were approximately 0.5 km to the south-east. A public crossing at grade was situated approximately 0.75 km to the east. A temporary access roadway was constructed across the south ditch and through neighbouring farm land to allow access for heavy equipment and trucks required at the site.
1.6.2 Car UTLX 15076
Car UTLX 15076 came to rest with the underside of the tank about 0.3 m above the roadbed seemingly supported by the brake rigging. The tank broke apart circumferentially at the midpoint. There was an approximate 1 m gap between the tank halves at the bottom. The area in the vicinity of the manway was still intact.
1.7 Weather
The skies were overcast and the visibility was unrestricted. The temperature was minus 14 degrees Celsius and the winds were out of the west at 19 km/h.
1.8 Tank Car Information
The tank car was constructed for the Union Tank Car Company of East Chicago, Indiana, in March 1984 by Riley-Beaird, of Shreveport, Louisiana. Riley-Beaird is no longer in business. No Riley-Beaird documents relating to the construction of car UTLX 15076 are available.
The tank car was designed in accordance with Department of Transportation (DOT) specification DOT 111A 100W-2 (111A). The design was approved by the Association of American Railroads (AAR) under application A-857031. Specification 111A tank cars are non-pressure cars. The car was equipped with double-shelf couplers, was non-jacketed and had a protective coating on the tank interior to permit acid transportation. Fifty-six cars, UTLX 15060 through UTLX 15115 inclusive, were built to this certificate.
The tank car would have been subjected to a rigorous pre-delivery inspection. The inspection team would have included a Union Tank Car Company representative whose role was to spot-check the Riley-Beaird inspections. An "Outbound Release" document would have been completed and retained by Riley-Beaird. The Union Tank Car Company representative is now retired and unavailable for comment.
Repair records indicate that only minor repairs have been made on the tank car since it was released into service.
1.9 Dangerous Goods
1.9.1 The Product
The tank car was laden with 51,326 litres (13,559 gallons) of sulphuric acid, UN 1830, class 8, a corrosive liquid, with a secondary class of 9.2, an environmentally hazardous material. It is 93 to 98 per cent pure by weight in a water mixture. Sulphuric acid may react violently with reducing agents, combustible or organic materials, metals and alkalis. This product may ignite certain combustible materials, and reaction with metals may produce a potentially explosive hydrogen gas, which reacts with sulphides generating a highly toxic hydrogen sulphide gas. It is environmentally hazardous and hazardous to the lungs and respiratory tracts, eyes, skin and teeth.
1.9.2 Containment
CN immediately established an on-site command centre and controlled access to the accident site during the time of environmental risk. Heavy equipment was brought in to dyke and contain the spilled sulphuric acid in the ditch. Vacuum trucks removed product in the ditch, and large quantities of limestone and fertilizers were trucked in to neutralize contamination. Environment Canada also responded to the accident. Several off-site inspection wells were drilled to test for, and monitor, the acid level in the ground-source water. The acid did not contaminate the water table; the acid was either recovered or neutralized.
1.10 Recorded Information
The event recorder data indicated that, before the emergency brake application, the train had been stopped for 10 minutes. At approximately 1510, the train brakes had been released and the throttle placed in position No. 2. The train speed reached 3 mph before the train-initiated emergency brake application. Thirty seconds had elapsed from the time movement started until it came to a stop.
1.11 Other Information
1.11.1 Car Construction Requirements
At the time of the occurrence, tank cars transporting dangerous goods in Canada had to meet the requirements of Canadian General Standards Board (CGSB) standard CAN/CGSB-43.147 which also referred to the AAR Operation and Maintenance Department, Mechanical Division, Specifications for Tank Cars M-1002. These specifications (M-1002) relate to car design, materials, welding, repairs, alterations, linings, testing, and markings. The specifications are in the custody of the AAR Tank Car Committee Mechanical Division.
In accordance with the approved design drawings, the reinforcing plates butt up against the washout casting and are secured with a butt weld. The CGSB standard states that each joint must be welded in accordance with the requirements of Appendix W of AAR's Specifications for Tank Cars. The construction diagram did not specify whether the fit against the washout casting had an allowable tolerance.
1.11.2 Periodic Inspection and Testing
The CAN/CGSB standard outlines the method to be used for hydrostatic testing (section 73.31 of part 1 - Qualification and Maintenance of Tank Car Tanks, section (a) Periodic Retest and Reinspection of Single-Unit Tank Car Tanks). The AAR Manual of Standards and Recommended Practices - Appendix D, Retest and Reinspection Requirements, describes the method to be used when hydrostatically testing the tank and indicates the intervals at which these inspections should be performed. Both the CAN/CGSB and the AAR requirements are identical in both procedure and intervals.
In compliance with CAN/CGSB and AAR requirements, tank car UTLX 15076 required a hydrostatic tank test five years from the date of manufacture, and every three years thereafter. The required five-year tank test was performed in 1989, and the three-year tests were performed in 1991 and 1994. The car was due for a three-year tank test by the end of 1997.
On 20 October 1997, Noranda Inc., car lease and shipper, ordered the car into the Procor's Montreal shop for tank testing. Hydrostatic testing for tanks in acid service requires that the safety valves and rupture discs be replaced with blind flanges or plates, and that the tank be filled with water and then pressured to 100 pounds per square inch (psi) for 10 minutes while the car is inspected for leaks. Car UTLX 15076 was observed to not leak.
The car was also subjected to a thorough mechanical inspection. Minor repairs were made to a loose sill-step rivet, an uncoupling lever bracket and uncoupling lever, and a weld repair was made to the centre ladder at the sill-to-body attachment. An interior inspection of the tank noted rust residue around the neck and the siphon bracket. The exterior examination of the tank noted the paint to be in fair condition with product spillage believed to be from previous loading or unloading events. The car was released back into service on 12 November 1997.
After leaving the Procor shop, the car was transported to the shipper's Noranda Inc. Quebec facility where it received a pre-loading inspection on 17 November 1997. The inspector ensured the integrity of safety appliances such as platforms, ladders, handrails, and checked for any obvious structural damage. The inspector also noted the compliance of test dates and that all valves and rupture discs were functioning properly. Before departure from the loading facilities, on 18 November 1997, the car received another inspection before being offered to the railway for delivery. At this inspection, the car was pressured to between 40 psi and 50 psi. The inspector then ensured that all valves and covers were secure and that the car was not leaking. Dangerous goods identification placards were applied and product overflow was cleaned with water. The car was then de-pressured and given to the carrier for delivery. No exceptions to the mechanical condition of the car were noted during either of these inspections.
The car was also inspected by CN certified car inspectors at Senneterre, Garneau, Chambord, and Joffre, Quebec, between 19 November 1997 and 22 November 1997 in accordance with the Railway Freight Car Inspection and Safety Rules, the AAR Field Manual and the CGSB Dangerous Goods Safety Inspection Standards. No exceptions to the mechanical condition of the car were noted. The car broke in half on 24 November 1997, approximately four miles from Joffre.
1.11.3 History of Hydrostatic Test Requirement
In 1903, as a result of an increase in the number of tank cars being built, the Master Car Builders Association, the predecessor of the AAR, developed and published a set of recommended practices in the construction and repair of tank cars. It was not until 1910 that these recommended practices became an industrial standard. Construction during this period used rivets to join the iron or steel plate used to form the tank shell. In 1912, the first specifications for tanks used in the transport of liquefied gases were developed. These first "pressure" tanks were also built with a rivetted construction. With the number of tank cars increasing, the integrity of the tank car shells became an important issue. As a result, the 1918 version of the Specifications for Tank Cars published the first requirements for the hydrostatic testing of tank car tanks. The hydrostatic leak test served as a means to confirm the integrity of the rivetted joints. In 1920, the first authorization was given to build tanks by welding. In the 1930s, the welded car superseded rivetted tank construction; however, the hydrostatic test requirement continued to be used for testing tank integrity. It was felt that the welded tank cars benefited from the hydrostatic testing to discover leaking seals, gaskets and other attached components while a close visual inspection of the tank car would reveal structural problems.
1.11.4 Preliminary Examination of the Car
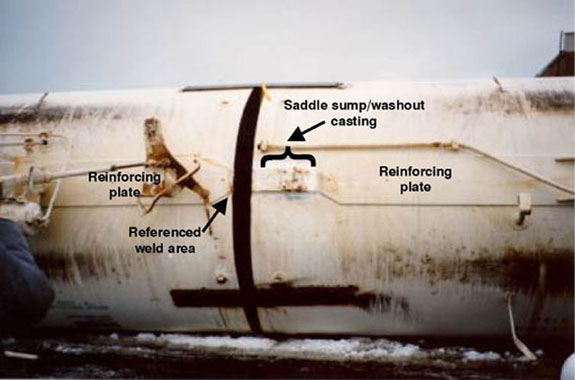
An examination of the car, the saddle sump/washout casting, the reinforcing plate and the fracture surface revealed the following:
-
1) There was a space of approximately 25 mm between the reinforcing plate
and the saddle sump/washout casting at the "B" end of the sump
casting. 2) The longitudinal weld securing the reinforcing plate did not
appear to be equal in thickness along the entire length of the weld. 3)
A rust-coloured stain was evident on the bottom of the car from the BL
corner of the sill reinforcing plate near the washout casting towards
the "B" end of the car for approximately 1 m. 4) The weld on
the corner of the reinforcing plate near the washout casting appeared
to have porosity and heavy rust discolouration. 5) The root of the weld
did not appear to have good penetration into the parent metal ofthe reinforcing
plate. 6) The fracture appeared to run parallel with the weld and continued
in this manner beyond the weld and circumferentially up both sides of
the tank shell to the manway.
|
|
Figure 1-Affected area on the tank car
|
1.12 Tests and Research
1.12.1 TSB Engineering Branch Reports
The TSB Engineering Branch report on the metallurgical analysis of pieces of the car removed from the washout casting/reinforcing plate area (LP 186/97) indicated that:
-
1) The tank car failed when an existing fatigue pre-crack reached a critical
size, causing failure under normal operating conditions. 2) The fracture
occurred in the weld heat-affected zone at the junction of two weld beads,
an area of inherently poor physical conditions due to changing micro-structure.
3) The pre-crack existed for some years. 4) The fatigue pre-crack initiated
at a location of high stress in the toe of the weld. The high stress was
brought about by the sharp weld geometry. 5) The pre-crack was present
when this area was repainted at some previous time. 6) The weld bead was
not flush with the top surface of the reinforcing plate as required. 7)
The gap between the reinforcing plate and the washout casting was 10 mm
greater in size at the failed end when compared to the non-failed end.
8) Filling the gap with a weld bead may have prevented the failure. 9)
The construction certificate requires that a tight fit exists between
the reinforcing plate and the sump casting plate; however, the allowable
dimension of the gap is not specified. 10) The car had just undergone
a re-qualification through hydrostatic testing, but there is no requirement
to inspect the weld areas during a hydrostatic test. 11) The failed plate
met the required American Society for Testing and Materials (ASTM) A285
Grade C material specifications.
The report also stated, in the analysis section, that failure did not occur during the hydrostatic test, although some crack growth likely occurred as a result of the applied stresses.
The TSB Engineering Branch report on stress analysis (LP 194/97) concluded that:
-
1) The shape of the weld in the gap between the washout casting and the
reinforcing plate caused a geometric stress concentration effect. 2) The
geometric stress concentration effect was greater at the weld where the
fatigue crack originated. 3) The critical stress required to fracture
the tank and the material toughness were calculated and found to be of
the same order of magnitude. Therefore, it was consistent that the car
failed when it did. 4) The tank had been subjected to similar stresses
during the hydrostatic test and did not fail because the metal was at
a higher temperature due to the temperature differential between outside
atmospheric conditions and the heated shop environment; therefore, the
fracture toughness was higher.
2.0 Analysis
2.1 Introduction
It is clear that the manner of train operation played no role in this accident. Car UTLX 15076 split apart when a pre-existing crack reached a critical size and failed under normal operating conditions. The tank car had not been constructed to approved design drawings in the area of the failure and entered into service with the potential to fail while railway running and shop inspections over the 13? year life of the car did not detect the inherent construction flaw or the developing crack.
2.2 Tank Car Construction
The 25 mm gap between the reinforcing plate and the washout casting constituted an alteration to or variance with the approved drawings and created a stress concentration effect. It would be expected that an AAR-certified plant would be aware that such a variance with the design specification was unacceptable, and that its quality assurance program would detect such a construction error. It would also be expected that the sharp weld geometry would be detected by quality assurance measures. Since the manufacturer is no longer in business, the cause of these shortcomings could not be explored. However, a post-accident inspection of the other cars built to the certificate by Riley-Beaird led to the identification of two cars with deficient welds in the subject area (as outlined in the Safety Action section), but no other cars had been manufactured with a gap and missing butt weld in the reinforcing plate-to-washout casting area. It is concluded, therefore, that the construction to a variance with the design requirements and subsequent lapse in quality assurance was an extraordinary event at that facility.
2.3 Hydrostatic Tank Test
The tank car failed shortly after being subjected to heavy loading and high pressure at the tank test. It is therefore probable that this testing stimulated the progression of the pre-existing crack.
Hydrostatic testing therefore did not serve the intended purpose, i.e. to establish the integrity of the tank, and may have been instrumental in causing the accident. Since this occurrence, new tank car testing and requalifying procedure and standards have been adopted and mandated per CAN/CGSB-43.147. (The new requirements are outlined in the Safety Action section.)
2.4 Visual Inspection
Inspections by railway inspectors and employees in repair facilities and loading areas are intended to identify readily apparent mechanical defects. The weld conditions described in section 1.12.1 existed within the weld and would not have been visible during these inspections.
The rust-coloured stain on the bottom of the car was the only obvious condition that could have been an indication of the developing crack; however, similar stains, often the result of spillage during loading and unloading, are common place and would not evoke concern.
The variance with the construction certificate would not normally be noticed once a car is in service. The expectation would be that the established quality control procedures during manufacturing would detect any such variance.
Routine visual inspections are not sufficient to detect flaws leading to tank failure such as that experienced by car UTLX 15076.
3.0 Conclusions
3.1 Findings
- The manner of train operation played no role in the occurrence.
- The failure of car UTLX 15076 is attributable to the existence of an existing fatigue pre-crack in the weld heat-affected zone of two poor weld beads (fillets) in a gap between the washout casting and the reinforcing plate.
- The fatigue crack initiated at a location of high stress brought about by sharp weld geometry.
- The failure is attributable to the excessive gap and missing butt weld between the reinforcing plate and the washout casting.
- Although the allowable maximum size of the gap between the washout casting and the reinforcing plate is not quantified, the fit did not conform to the approved design drawings.
- The quality assurance program at the manufacturing plant did not prevent or detect the construction variance.
- The construction to a variance in requirements for this car was an extraordinary event.
- The required three-year hydrostatic tank test regime did not uncover the existing pre-crack and does not always serve its intended purpose.
- The hydrostatic tank test may have provided the over-stress that caused the pre-existing crack to enlarge.
- Mechanical inspections by shippers and railways cannot be expected to identify internal defects nor a variance with approved design drawings of the type experienced in car UTLX 15076.
3.2 Cause
The tank car had been fabricated with a gap and missing butt weld in the reinforcing plate-to-washout casting securement point, in variance with approved design drawings, and it fractured under normal service loading at a pre-existing crack. Recent hydrostatic testing had not identified the weakened condition and may have caused the pre-existing crack to enlarge.
4.0 Safety Action
4.1 Action Taken
4.1.1 Transport Canada and the Railway Industry
On 01 December 1997, a TSB Rail Safety Information letter was forwarded to Transport Canada (TC) outlining the circumstances of this incident. Preliminary observations concerning the fit between the reinforcing plate and the sump pump castings were brought to TC's attention. It was outlined that an additional 55 cars were built to this certificate and that others may have the same variance with the approved design drawings.
TC decided that the remaining cars in service built to this certificate (54) should be inspected. On 02 December 1998, the AAR issued a "Maintenance Advisory" to all member railways and private car owners to capture these cars for inspection. The subsequent inspections revealed that two cars were in variance with the certificate but free of cracks. Twelve cars in the United States were found to have minor weld defects in the sump casting area and 2 cars had improper welds. All 14 were free of gaps or cracks. Procor inspected all 24 cars in Canadian service and found 2 cars with improper welds, but free of gaps or cracks. As a preventive measure, Procor also initiated a field inspection of 715 Procor-owned and Union Tank Car Company-owned acid cars with a similar joint configuration to that of the failed car. All 715 cars have been inspected. Five cars have been found with improper welds or minor defects in the subject area but all were free of cracks.
4.1.2 Tank Car Testing Change
On 01 September 1998, amendment schedule No. 23 to the Transportation of Dangerous Goods Regulations came into force, replacing section 73.3 (Qualification and Maintenance of Tank Car Tanks) by part 80 (Continuing Qualification and Maintenance of Tank Cars). As part of this change, section 73.31 was amended to remove the requirement for hydrostatic testing of fusion-welded tank cars. New inspection requirements have been introduced that are specifically designed to detect weld defects in the area of the tank bottom longitudinal centre line. Test methods used to determine that the welds are in proper condition include dye penetration, radiology, magnetic particle, ultrasonic and optically aided visual inspection. Hydrostatic testing is being phased out and is no longer authorized for non-insulated, non-jacketed tank cars. A similar change has been made to the Federal Railroad Administration (United States) requirements.
During periodic qualification of tank cars in their fleets, the Union Tank Car Company and Procor now require a focused visual inspection in areas of transverse welds at bottom reinforcing plates.
This report concludes the Transportation Safety Board's investigation into this occurrence. Consequently, the Board authorized the release of this report on 01 March 2000.
Appendix A - Glossary
| AAR | Association of American Railroads | |
| ASTM | American Society for Testing and Materials | |
| CGSB | Canadian Genral Standards Board | |
| CN | Canadian National | |
| CTC | Centralized Traffic control System | |
| DOT | Department of Transportation | |
| EST | eastern standard time | |
| km | kilometre(s) | |
| km/h | kilometre(s) per hour | |
| m | metre(s) | |
| mm | millimetre(s) | |
| mph | mile(s) per hour | |
| psi | pound(s) per square inch | |
| TC | Transport Canada | |
| TSB | Transportation Safety Board of Canada | |
| UTC | coordinated universal time |
1. All times are EST (Coordinated Universal Time (UTC) minus five hours) unless otherwise stated.